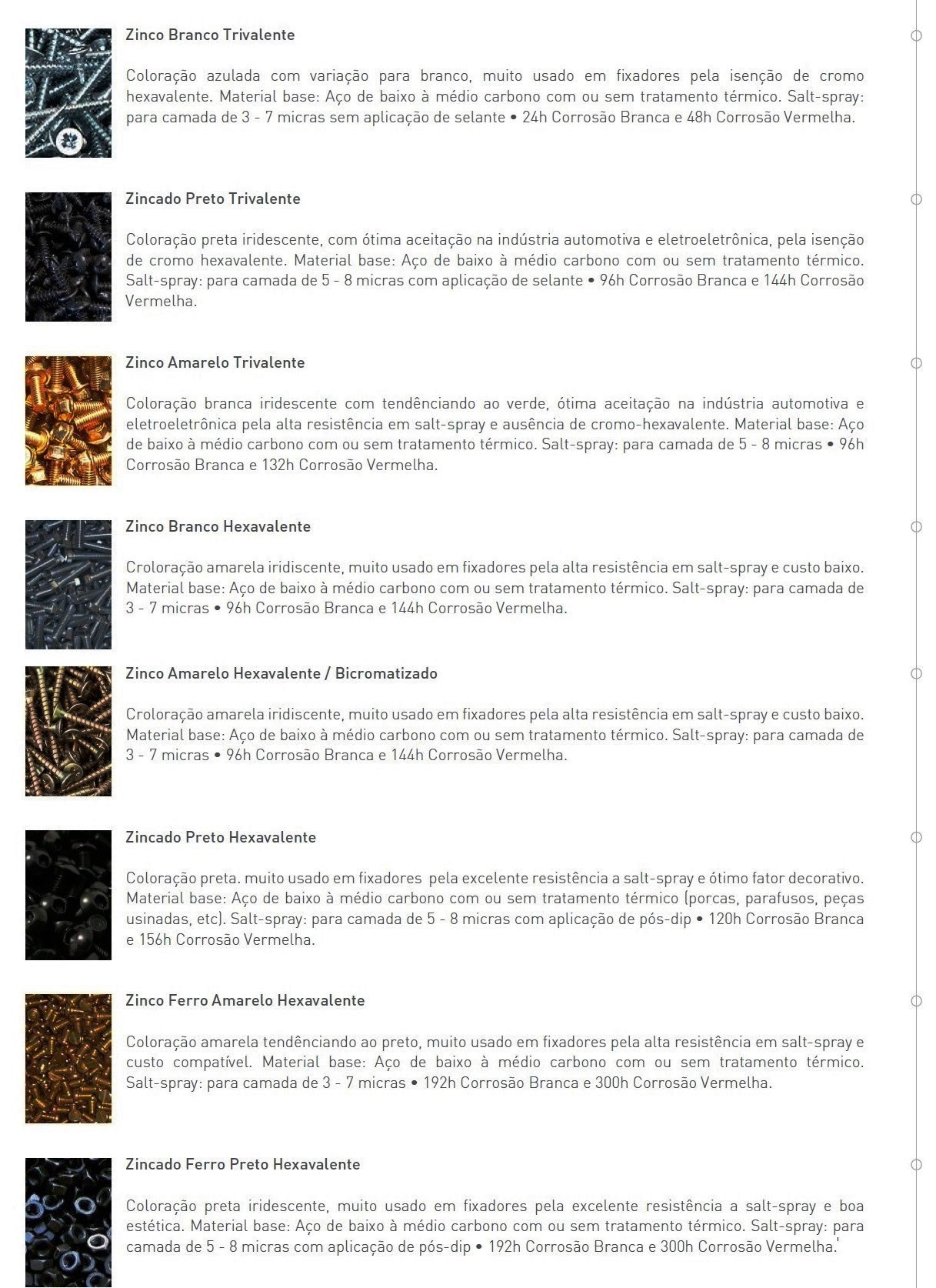
Definição Galvanoplastia: Técnica de deposição de metais em superfícies metálicas a partir do fornecimento de diferença de potencial.
Tipos de zincagem
DEFINIÇÕES:
Cátodo: eletrodo no qual ocorre a redução (deposição do metal – objeto que será recoberto). Ânodo: eletrodo no qual ocorre a oxidação (pode ser solúvel – neste caso o metal do anodo vai para a solução – ou insolúvel). Eletrólitos- São assim chamadas todas as soluções que conduzem a corrente elétrica. Íons- São assim chamadas as partículas carregadas que se movimentam na solução.
A galvanização é o processo de revestimento de um metal por outro a fim de protegê-lo contra a corrosão ou melhorar sua aparência. Trata-se de um processo de revestimento de superfícies por meio da eletrólise onde o metal a ser revestido funciona como cátodo e o metal que irá revestir a peça funciona como o ânodo (também pode ser utilizado como ânodo algum material inerte). A solução eletrolítica deve conter um sal composto por cátions do metal que se deseja revestir a peça. O controle da espessura da camada a ser depositada pelo processo de eletrogalvanização é feito por meio de modelos matemáticos.
Podem ser usados diferentes metais para o revestimento de uma peça. Ao processo de revestimento por Zinco dá-se o nome de Zincagem.
A zincagem é um tratamento de superfície que provê grande resistência à corrosão sendo que a camada protetora é uniforme e aderente. O tempo de Zincagem determina a espessura da camada depositada.
· Zincagem Alcalina sem cianeto, rotativa e banho parado · Zincagem Ácida · Zincagem Zinco/Ferro · Zincagem Zinco Níquel
Os processos de deposição de zinco a partir de uma solução ácida foram desenvolvidos há mais de 200 anos. Os primeiros processos eram baseados em sulfato de zinco. Ainda hoje utilizamos este tipo de processo para aplicações onde se necessita de operação em altas densidades de corrente como, por exemplo, linhas contínuas de chapas ou fios. Em processos de zinco que operam em tambor rotativo ou gancheiras, os processos ácidos adequados são aqueles que utilizam soluções a base de cloreto,
Vantagens dos processos zinco ácido, base cloreto, comparado aos processos alcalinos:
Alta eficiência de deposição, maior que 90%;
Maior velocidade de deposição;
Facilidade de deposição sobre bases ferrosas mais complicadas, como carbonitretadas e fundidas;
Menor efeito de hidrogenação.
Limitações dos processos zinco ácido base cloreto
Extremamente corrosivo aos equipamentos, principalmente os processos a base de cloreto de amônio;
Dificuldade no tratamento de efluentes com os processos base cloreto de amônio. A amônia age como um quelante, complexando os metais e dificultando a remoção;
Distribuição de camada deficienos com produtos não solúveis em água, necessidade de uso de solventes; Aditivos pouco resistentes à temperatura, máxima temperatura de uso 30°C.
Como o processo ácido tem uma eficiência muito superior, maior que 90%, enquanto processos alcalinos cianídricos ou isentos de cianeto têm eficiência entre 50 e 70%, a velocidade de deposição é maior, com isto a produtividade da linha de produção pode ser elevada na mesma proporção do aumento da eficiência do banho.
Como o processo ácido tem uma eficiência muito superior, maior que 90%, enquanto processos alcalinos cianídricos ou isentos de cianeto têm eficiência entre 50 e 70%, a velocidade de deposição é maior, com isto a produtividade da linha de produção pode ser elevada na mesma proporção do aumento da eficiência do banho.
Cálculo de eficiência
A eficiência de deposição do banho é a relação entre a corrente realmente utilizada para a deposição do metal com a corrente total aplicada.
90% de eficiência significam que a cada 100 ampères aplicados, 90 ampères serão utilizados para a deposição de zinco, enquanto em um processo com 60% de eficiência, apenas 60 ampères serão utilizados para a deposição de zinco, o restante será consumido formando hidrogênio, ou seja, um processo com 90% de eficiência deposita 50% mais camada que o processo com 60% de eficiência.
Consequentemente, os processos de menor eficiência serão mais suscetíveis a provocar a hidrogenação nas peças.
As pesquisas tentam eliminar as limitações dos processos a base de cloreto, para poder aproveitar o benefício da melhor eficiência, que oferece maior produtividade e menor consumo de energia elétrica.
Concentrações e condições de operação com os três processos
Considerações sobre os parâmetros de operação
Zinco Metal
O zinco é reposto no banho através do uso de anodo de zinco de alta pureza em bolas, barras ou lingotes. Como o processo tem uma boa eficiência de corrosão anódica, é muito fácil manter a concentração de zinco no banho com um bom controle da área anódica.
Os anodos em barras são pendurados no barramento anódico com ganchos de titânio, porém é muito mais comum o uso de cestas anódicas construídas em titânio.
As cestas devem ser mantidas cheias, não deixar que a quantidade de anodos dentro das cestas baixe ao nível de 50% da capacidade. Alta voltagem (acima de 9 volts) eleva a formação de oxigênio no anodo, causando maior oxidação e decomposição de aditivos orgânicos, decompondo mais produtos, além de que acima desta voltagem pode iniciar o ataque ao titânio. Voltagens superiores podem destruir a cesta de titânio.
Maior concentração de zinco diminui a queima na alta densidade de corrente, diminui a penetração em áreas de baixa densidade de corrente e eleva o custo, devido ao aumento de perda por arraste.
Cloreto
O cloreto é o responsável pela condutividade da solução e pela corrosão anódica. Altas concentrações de cio reto diminuem o ponto de turbidez da solução.
Maior concentração de cloreto, maior tendência a queima na alta densidade de corrente, maior dissolução do anodo.
pH
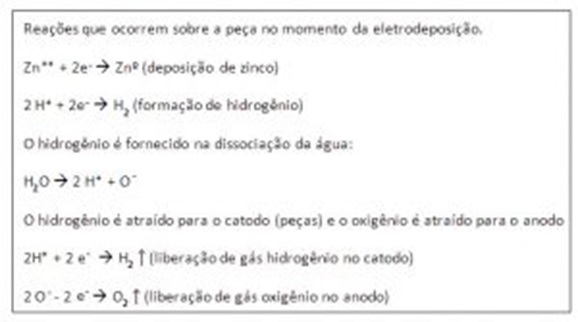
Durante a eletrólise existe uma evolução de hidrogênio, conforme a reação mostrada anteriormente. Com isto, o pH se eleva e deve ser corrigido com ácido clorídrico.
Cloreto de amônio, além das outras funções, também serve como um tampão de pH. Quando não se utiliza amônia é necessário utilizar ácido bórico para esta função.
Para a eliminação completa do c1oreto de amônio foi necessário o desenvolvimento de novos sistemas de aditivos para se conseguir os mesmos resultados conseguidos com amônia.
Os aditivos eram compostos de produtos organlcos não solúveis em água que necessitavam de solventes para permanecerem solúveis no banho. Estes componentes eram pouco tolerantes à temperatura, com pontos de turbidez da solução abaixo de 50°C, iniciando decomposição em temperaturas de 30°C, provocando manchas e névoas no depósito, além de elevar a contaminação orgânica no banho.
Com a agitação a ar e temperatura, o banho perde solvente, provocando a precipitação dos compostos não solúveis em água, muitas vezes provocando a formação de óleo na superfície do banho.
Figura I – Variação de camada em função da densidade de corrente
Ainda não se pode dizer que a distribuição pode ser igualada à dos processos alcalinos, porém as cargas de peças em tambores rotativos já podem ser aumentadas, comparadas com as cargas colocadas em banhos alcalinos. Como a velocidade de deposição é muito superior, uma mesma linha pode elevar sua produtividade consideravelmente.
Com o aumento da temperatura de operação do banho, principalmente em tambores rotativos que operam com maior voltagem, comparado com banhos em gancheiras, há um aquecimento e maior dificuldade de controle do banho em temperatura ambiente.
Com a operação do banho na faixa de 50 a 55°C, aumenta a condutividade e diminui a tendência de queima. Com isto, a densidade de corrente pode ser aumentada de 1,0 A/dm² para até 1,5 A/dm², elevando em até 50% a produtividade.
Outro fator de suma importância relacionado ao fato de operação em alta temperatura está na possibilidade de uso do evaporador. Como existe uma maior evaporação de água pelo efeito da temperatura, além de melhorar a eficiência de enxágue devido à menor viscosidade da solução, é possível, através do uso de evaporador na água de enxágue do zinco, minimizar o envio de água para a estação de tratamento de efluente, com real economia de água e de tratamento.